网络型MPS柔性制造生产线
联系方式见右侧悬浮框
中人教仪厂专业为客户提供【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】的实训室建设方案,对【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】施行三包售后服务,如果您对我们的【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】有不了解的地方,请咨询我们客服或来电咨询,我们将竭诚为您服务。
ZRGJD-04网络型MPS柔性制造生产线,模块化柔性生产线实训装置
实训内容
(一)实训项目
1、传感器应用技术实训
该系统所使用的传感器数量达四十多个,有电容式的、电感式的、光电式以及电磁式的,每一个都有着各自的特性、发挥着不同的作用,使系统得以可靠工作。学员可通过了解工作中各类传感器的工作特性来加强对这些传感器的感性认识,可使学员快速掌握所学知识。
2、气动应用技术实训
该系统上使用了大量的气动元件,包括多种电控气动阀、多种气动缸、气动夹爪、真空吸盘、真空发生器、过滤减速阀等。在学习这些气动元件时,不但可以单独学习每一种分离元件,而且还可以在学习时了解各种气动元件之间,以及气动元件与其它元件之间,如何配合起来并协调进行工作的。
3、PLC 编程实训
柔性自动化实训系统上八个单元,每个单元由一套PLC控制器单独控制,这使得柔性自动化生产实训装置可以分成若干完全独立的工作机构,使十几个学生可以同时进行学习,而且每个学员都有动手的机会。在该星空网页版,星空(中国)上学员不但可以学习PLC的各种技术,而且可以学习综合科技环境下PLC的多种应用。为灵活学习和掌握PLC的各方面知识提供了条件。
4、电气控制电路实训
柔性自动化实训系统有八个工作单元,其电控部分全部按照工业标准和习惯进行设计,并且提供设计图纸和说明书。学员在该星空网页版,星空(中国)上可学习电路原理图分析、PLC各I/O地址查对和星空网页版,星空(中国)电路连线方法。
5、机械系统调试实训
柔性自动化实训系统上的八个工作单元相对独立,在进行联机调试时,学员需调整单元与单元之间的协调关系,至系统可正常、可靠地运行。这对提高在校学生动手能力有极大帮助。
6、系统维护和故障检测技术实训
星空网页版,星空(中国)日常维护的内容和方法,以及系统常见故障分析、排除的方法。
(二)工作任务
1、柔性自动生产线单元的安装与调整
提供的星空网页版,星空(中国)功能部件和元器件装配柔性自动生产线:
(1)上料检测单元的安装与调整
(2)搬运单元的安装与调整
(3)加工与检测单元的安装与调整
(4)搬运分拣单元的安装与调整
(5)变频传送单元的安装与调整
(6)安装单元的安装与调整
(7)安装搬运单元的安装与调整
(8)分类单元的安装与调整
(9)柔性自动生产线实训装置安装与调整
2、气动系统的安装与调试
通过配置的气缸、电磁阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:
(1)气动方向控制回路的安装与调试
(2)气动速度控制回路的安装与调试
(3)摆动控制回路的安装与调试
(4)气动顺序控制回路的安装与调试
(5)气动横臂机械手装置的安装与调试
(6)气动机械手装置的安装与调试
(7)气动系统安装与调试
3、电气控制电路的安装和PLC编程
通过配置的PLC、变频器、步进电机、交流电机、指令开关和传感器等,可完成下列PLC应用技术工作任务:
(1)电动机正反转控制电路的连接与控制程序编写
(2)电动机控制电路的连接与控制程序编写
(3)步进电机驱动电路的连接与控制程序编写
(4)气动方向控制程序编写
(5)气动顺序动作控制程序编写
(6)气动机械手控制程序编写
(7)柔性自动生产线控制程序编写
4、柔性自动控制系统的安装与调试
通过调整的供料单元、搬运单元、加工与检测单元、搬运分拣单元、变频传送单元、安装单元、安装搬运单元、分类单元,可完成柔性自动生产线的安装、调试。
5.通过培训、考核,可考察的职业能力
(1)柔性自动生产线的组成、结构与连接
(2)控制系统及应用
(3)气动原理与控制技术应用
(4)PLC与编程方法
(5)变频器控制技术应用
(6)运动控制技术应用
(7)安装、连接、故障诊断与调试
产品特点
1、网络型MPS模块化自动生产线将机械、气动、电气控制、电机传动、传感检测、PLC以及工业网络控制技术有机地进行整合,结构模块化,便于组合,可以完成各类单项技能训练和综合性项目训练。可以进行机械部件安装与调试、气动系统的安装与调试、电气控制电路的安装和PLC编程、机电星空网页版,星空(中国)安装与调试、自动控制系统安装与调试、工业网络控制系统安装与调试于一体,能较好地满足实训教学、工程训练的需要。2、系统无论机械结构还是控制,都采用统一标准接口,具有很高的兼容和扩展性,随工业现场技术的快速发展,本系统可以紧跟现场技术升级扩展,深入地满足实训教学的需要。
3、本系统可以锻炼学习者创新思维和动手能力,学习者可以利用本系统从机械组装、电气设计、接线、PLC编程与调试、现场总线组建与维修等方面进行工程训练。
4、西门子PLC采用西门子PROFIBUS-DP网络通信,使各站之间的控制信息和状态数据能够实时相互交换,配有7英寸,256色工业彩色触摸屏,实现工业控制。
系统组成及配置:
(一)上料检测单元1、主要组成与功能
由料斗、回转台、导料机构、平面推力轴承、工件滑道、提升装置、检测工件和颜色识别光电开关、开关电源、序控制器、按钮、I/O接口板、通讯接口板、电气网孔板、直流减速电机、电磁阀及气缸组成,主要完成将工件从回传上料台依次送到检测工位,提升装置将工件提升并检测工件颜色。
(1)料斗:用于存放物料。
(2)回转台:带动物料转动
(3)导料机构:使物料在回转台上能按照设定好的方向旋转,输送工件。
(4)工件滑道:使物料下滑到物料台上。
(5)直流减速电机:用于驱动回转台转动,通过导料机构输送工件。
(6)光电传感器1:输送台上工件的颜色检测、物料检测为光电漫反射型传感器,工件库中有物料时为PLC提供一个输入信号。
(7)光电传感器2:检测物料到达等待抓取位。
(8)磁性传感器:用于气缸的位置检测。当检测到气缸准确到位后将给PLC发出一个到位信号。(磁性传感器接线时注意蓝色接“-”,棕色接“PLC输入端”)。
(9)单杆气缸:由单向气动电控阀控制。当气动电磁阀得电,气缸伸出,同时将物料送至直线移动装置上。
(10)警示灯:系统上电、运行、停止信号指示。
(11)安装支架:用于安装提升气缸及各个检测传感器。
(12)控制按钮板:用于系统的基本操作、单机控制、联机控制。
(13)电气网孔板:主要安装PLC主机模块、空气开关、开关电源、I/O接口板、各种接线端子等。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子
(3)永磁直流减速电机:ZGB60R-45SRZ/458i/8W/24V
(4)电磁阀:4V110-06
(5)调速阀:出气节流式
(6)磁性传感器:D-C73L
(7)单杆气缸:CDJ2B16-75
(8)光电传感器:SB03-1K
(二)搬运单元
1、主要组成与功能
由气动机械手、气动手指、双导杆气缸、回转台、单杆气缸、旋转气缸、磁性传感器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、电气网孔板、多种类型电磁阀组成。主要完成将工件从上料单元搬运到加工单元待料区工位。
(1)气动机械手:完成工件的抓取动作,由双向电控阀控制,手爪放松时磁性传感器有信号输出,磁性开关指示灯亮。
(2)双导杆气缸(双联气缸):控制机械手臂伸出、缩回,由双向电控气阀控制。
(3)回转台:采用旋转气缸设计,由双向电控气阀控制机械的左、右摆动。
(4)单杆气缸:由单向气动电控阀控制。当气动电磁阀得电,气缸伸出,同时将物料送至等待位。
(5)磁性传感器:用于气缸的位置检测。当检测到气缸准确到位后将给PLC发出一个到位信号。(磁性传感器接线时注意蓝色接“-”,棕色接“PLC输入端”)。
(6)开关电源:完成整个系统的供电任务。
(7)I/O接口板:完成PLC信号与传感器、电磁信号、按钮之间的转接。
(8)控制按钮板:用于系统的基本操作、单机控制、联机控制。
(9)安装支架:用于安装提升气缸及各个检测传感器。
(10)电气网孔板:主要安装PLC主机模块、空气开关、开关电源、I/O接口板、各种接线端子等。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器(西门子)
(3)电磁阀:4V110-06-DC4V120-06-DC4V130-06-DC
(4)调速阀:出气节流式
(5)磁性传感器:D-C73LD-A73D-Z93
(6)气动机械手:MHZ2-16D
(7)旋转气缸:MSQB20R
(8)双联气缸:CXSM15-100
(9)单杆气缸:CDJ2KB16-45
(三)加工与检测单元
1、主要组成与功能
由6工位回转工作台、刀具库(3种刀具)、升降式加工系统、加工组件、检测组件、步进驱动器、三相步进电机、光电传感器、接近开关、开关电源、平面推力轴承、可编程序控制器、按钮、I/O接口板、电气网孔板、通讯接口板、直流减速电机、多种类型电磁阀及气缸组成,回转工作台有六个旋转工位,加工站主要完成工件的加工(钻孔、铣孔),并进行工件检测。
(1)单杆气缸:检测单杆气缸进行深度测量,单向电控气阀控制。当电控气阀得电,气缸升出,检测打孔深度。
(2)薄型双导杆气缸:刀具主轴电机的上升与下降由薄型双导杆气缸控制,气缸动作由单向电控气阀控制。
(3)辅助加工装置:由单杆气缸推动顶杆机构,实现对工件的夹紧。
(4)电感传感器:转盘旋转到位检测,在工位到位后传感器信号输出。(接线注意棕色接“+”、蓝色接“-”、黑色接输出)
(5)光电传感器:用于检测工件的正常与否,当工件为正常时,传感器有信号输出;反之,无输出。(接线注意棕色接“+”、蓝色接“-”、黑色接输出)
(6)步进电机:采用步进电机旋转,进行刀具库的选择。
(7)加工电机:采用直流电机旋转,模拟钻头轴转动,模拟绞刀扩孔等完成工件的三刀具加工。
(8)搬运装置:装置上设有六个工位,分别为:待料工位、加工工位、检测工位、中转工位,工件的工位转换,由电感传感器定位,直流减速电机控制。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子
(3)步进电机驱动器:三相驱动输出,电流≥5A,细分≥10000步/圈
(4)步进电机:573J09轴长:30mm6A
(5)直流减速电机(加工电机):ZGB60R-45SRZ/458i/8W/DC24V
(6)直流减速电机(搬运装置):ZGA25RP37.9i/DC24V/rpm:120
(7)电磁阀:4V110-06
(8)透明继电器:ARM2F-L/DC24V带灯
(9)调速阀:出气节流式
(10)磁性开关:D-C73L、D-A73L
(11)气缸:CDJ2B16-45MGPM16-75CDJ2KB16-45
(12)光电开关:E3Z-LS61
(13)电感传感器(搬运装置):LG8-1K
(14)电感传感器(刀具):LE4-1K
(四)搬运分拣单元
1、主要组成与功能
由摆台、无杆气缸、薄型气缸、气动手指、推料气缸、磁性传感器、废料存储器、工业导轨、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、电气网孔板、多种类型电磁阀组成,主要完成根据上一站的加工完成信号和废料信号,完成废料分拣、搬运任务。工件搬运到成品输送线上或搬运到废料盒处,摆台返回原位等待下一个工件。
(1)摆台:由薄型气缸控制,实现三个位置向左、中间、向右的摆动。
(2)前臂单杆气缸:控制摆台前臂上下动作,由单向电控阀控制,电磁阀得电,前臂底下。
(3)电磁阀:用于控制各个气缸的升出、缩回动作。
(4)推料气缸:完成废料的分拣任务。
(5)废料存储器:系统检测为废料的工件,分拣出来,由推料气缸将工件推入废料存储器内。
(6)气动手指:完成工件的夹取任务。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子
(3)电磁阀:4V110-064V120-064V130C-06
(4)调速阀:出气节流式
(5)磁性开关:D-C73LD-A73LZ73L
(6)气缸:CDJ2B16-30CY3RG20-600MDU25-50DM
(7)气动手指:MHZ2-16D
(8)浮动接头:SC-20-F/M6*1
(五)传送分拣单元
1、主要组成与功能
由直线皮带输送线、分拣料槽、旋转气缸、变频器、三相交流减速电机、光电传感器、光纤传感器、颜色传感器、电磁阀、开关电源、按钮、I/O接口板、通讯接口板、电气网孔板等组成,主要完成将材料颜色不合格的工件分拣出来,同时将合格产品传送至下一站。
(1)直线皮带输送线:主要完成将物料输送到相应的位置
(2)分拣料槽:完成将材料颜色不合格的工件分拣出来
(3)旋转气缸:将物料导入料槽,由单向电控气阀控制。
(4)变频器:控制交流电机,实现。
(5)三相交流减速电机:驱动传送带转动,由变频器控制。
(6)光电传感器:当有物料到放入时,给PLC一个输入信号。(接线注意棕色接“+”、蓝色接“-”、黑色接输出)。
(7)光电传感器:检测上一单元的物料。
(8)光纤传感器:物料经过时检测物料的颜色。
(9)颜色传感器:物料经过时检测物料的颜色。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子
(3)变频器:MM420功率:0.37KW
(4)三相交流减速电机:41K25GN-S3/4GN10K
(5)电磁阀:4V110-06
(6)调速阀:出气节流式
(7)磁性开关:D-A93L
(8)气缸:MSQB10R
(9)光电传感器:SB03-1K
(10)光纤传感器:E3X-NA11E32-DC200
(11)色标传感器:KT3W-N1116
(六)搬运安装单元
1、主要组成与功能
由平移工作台、塔吊臂、机械手、齿轮齿条传动、工业导轨、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、电气网孔板、多种类型电磁阀及气缸组成,主要完成将上站工件拿起放入安装平台,等待安装站将小工件安装到位后,将装好工件拿起放下站。
(1)机械手:与塔吊臂结合一起,用于夹取工件。
(2)齿轮齿条传动:完成平移工作台左右移动
(3)工业导轨:辅助平移工作台左右移动
(4)电磁阀组:用于控制各个气缸的升出、缩回动作。
(5)磁性传感器:用于气缸的位置检测。当检测到气缸准确到位后将给PLC发出一个到位信号。(磁性传感器接线时注意蓝色接“-”,棕色接“PLC输入端”)。
(6)单杆气缸:由单向气动电控阀控制。当气动电控阀得电,气缸缩回,同时塔吊臂下降与机械手爪组合完成工件的夹取。
(7)警示灯:系统上电、运行、停止信号指示。
(8)安装支架:用于安装提升气缸及各个检测传感器。
(9)控制按钮板:用于系统的基本操作、单机控制、联机控制。
(10)电气网孔板:主要安装PLC主机模块、空气开关、开关电源、I/O接口板、各种接线端子等。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子
(3)电磁阀:4V110-06、4V120-06、4V130C-06
(4)调速阀:出气节流式
(5)磁性传感器:D-C73L
(6)单杆气缸:CDJ2B16-75
(7)气缸:CDM2B20-30CDU20-50DCDU20-90D
(8)气动手指:MHZ2-16D
(七)安装单元
1、主要组成与功能
由吸盘机械手、摇臂部件、旋转气缸、料仓换位部件、工件推出部件、真空发生器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、电气网孔板、多种类型电磁阀及气缸组成,主要完成选择要安装工件的料仓,将工件从料仓中推出,将工件安装到位。
(1)吸盘机械手:用于真空原理吸取物料。
(2)摇臂部件:带动吸盘机械手前后摆动。
(3)旋转气缸:摇臂部件的执行机构。
(4)料仓换位部件:用于黑白工件的选择。
(5)工件推出部件:将黑白工件推出。
(6)磁性传感器:用于气缸的位置检测。当检测到气缸准确到位后将给PLC发出一个到位信号。(磁性传感器接线时注意蓝色接“-”,棕色接“PLC输入端”)。
(7)单杆气缸1:由单向气动电控阀控制。当气动电控阀得电,气缸伸出,进行料仓换位。
(8)单杆气缸2:由单向气动电控阀控制。当气动电控阀得电,气缸伸出,将黑白小工件推出。
(9)安装支架:用于安装提升气缸及各个检测传感器。
(10)控制按钮板:用于系统的基本操作、单机控制、联机控制。
(11)电气网孔板:主要安装PLC主机模块、空气开关、开关电源、I/O接口板、各种接线端子等。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子
(3)电磁阀:4V110-064V120-064V130C-06
(4)调速阀:出气节流式
(5)磁性传感器:D-C73L
(6)单杆气缸:CDJ2B16-60CDRQ2BS20-180C
(八)分类单元
1、主要组成与功能
由滚珠丝杠、滑杆推出部件、分类料仓、步进电机、步进驱动器、电感传感器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、电气网孔板、多种类型电磁阀及气缸组成,主要完成按工件类型分类,将工件推入料仓。
(1)滑杆推出部件:用于将上站搬运过的物料推入相应的仓位里。
(2)分类料仓:存储机构。
(3)步进电机:分别控制X、Y两轴滚珠丝杆完成仓储位置选择。
(4)步进驱动器:步进电机的执行机构。
(5)电感传感器:用于X轴左限位。
(6)磁性传感器:用于气缸的位置检测。当检测到气缸准确到位后将给PLC发出一个到位信号。(磁性传感器接线时注意蓝色接“-”,棕色接“PLC输入端”)。
(7)单杆气缸:由单向气动电控阀控制。当气动电控阀得电,气缸伸出,同时将物料推出送至相应的仓储位。
(8)安装支架:用于安装拖链及各个限位开关。
(9)控制按钮板:用于系统的基本操作、单机控制、联机控制。
(10)电气网孔板:主要安装PLC主机模块、空气开关、开关电源、I/O接口板、各种接线端子等。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子
(3)步进电机:42J1834-810
(4)步进电机驱动器:二相驱动输出,电流≥1A,细分≥12800步/圈
(5)电磁阀:4V110-06
(6)调速阀:出气节流式
(7)磁性传感器:D-C73L
(8)单杆气缸:CDJ2B16-45
(9)限位开关:V-155-1C25
(10)电感传感器:GKB-M0524NA
(九)主控单元
1、主要组成与功能
采用了先进的总线控制方式,增配有主控PLC、工业触摸屏、MCGS工业组态监控软件、MES生产制造管理软件等,系统更加完整性,更能展现工业现场的工作状态及现代制造工业的发展方向。
MCGS工业组态监控软件:当八个站全部进入联网状态时,管理员能够通过组态监控机中各种组态按钮方便的控制整个系统的运行、暂停、继续、停止等等;另外也可以控制单个站的运行、暂停、继续、停止等等。每个站的工作状态以及工件的材质、颜色等在监控画面上也能够清楚的看到。
MES生产制造管理软件:在整个系统的生产过程中,由MES生产管理系统制定下达各项生产计划任务,并实时地反映在MES上位机的监控画面上。下层制造系统将整个系统的工作状态及当前工件加工状态作自动统计,并实时传输到生产管理系统MES。具有计划、调度和实时监控等功能。能够实现和系统组态监控软件的集成,实时监视生产线的生产情况。
2、主要技术指标
(1)控制电源:直流24V/4.5A
(2)PLC控制器:西门子S7-300
系统配置清单
| 序号 | 名称 | 规格 | 数量 | 单位 | 备注 |
| 1 | 工作台 | 470mm×860 mm | 9 | 张 | |
| 2 | 上料检测单元 | CPU224 AC/DC/继电器(14路数字量输入/10路继电器输出) | 1 | 套 | |
| 3 | 搬运单元 | CPU224 AC/DC/继电器(14路数字量输入/10路继电器输出) | 1 | 套 | |
| 4 | 加工与检测单元 | CPU224 DC/DC/晶体管+EM223(22路数字量输入/18路晶体管输出) | 1 | 套 | |
| 5 | 搬运分拣单元 | CPU224 AC/DC/继电器(14路数字量输入/10路继电器输出) | 1 | 套 | |
| 6 | 变频传送单元 | CPU224 AC/DC/继电器(14路数字量输入/10路继电器输出) | 1 | 套 | |
| 7 | 安装单元 | CPU224 AC/DC/继电器(14路数字量输入/10路继电器输出) | 1 | 套 | |
| 8 | 安装搬运单元 | CPU224 AC/DC/继电器(14路数字量输入/10路继电器输出) | 1 | 套 | |
| 9 | 分类单元 | CPU224 DC/DC/晶体管(14路数字量输入/10路晶体管型输出) | 1 | 套 | |
| 10 | 主控单元 | CPU313C-2DP(16路数字量输入/16路晶体管输出) | 1 | 套 | |
| 11 | 通信模块 | EM277 | 8 | 只 | |
| 12 | 变频器模块 | 西门子MM420 功率≥0.37KW | 1 | 台 | 西门子 |
| 13 | 触摸屏模块 | EPC7062TD7寸全彩触摸屏 | 1 | 套 | |
| 14 | 加工工件组 | ||||
| 15 | 工件 | 大工件(三种)、小工件(两种) | 1 | 套 | |
| 16 | 配套工具 | 内六角扳手、万用表、尖嘴钳,一字起子、十字起子、电铬铁等 | 1 | 套 | |
| 17 | 静音气泵 | WY5.2-GI 无油型 | 1 | 台 | |
| 18 | 连接气管 | φ4/φ6 | 1 | 套 | |
| 19 | 线缆及通讯线 | 1 | 套 | ||
| 20 | 说明书及软件 | 1 | 套 |
技术性能
1、输入电源:单相三线AC220V±10% 50Hz2、工作环境:温度-10℃~40℃ 相对湿度≤85%(25℃)海拔<4000m
3、装置容量:≤1.5kVA
4、外形尺寸:380cm×170cm×140cm
5、安全保护:具有漏电压、漏电流保护,安全符合国家标准
产品概述:
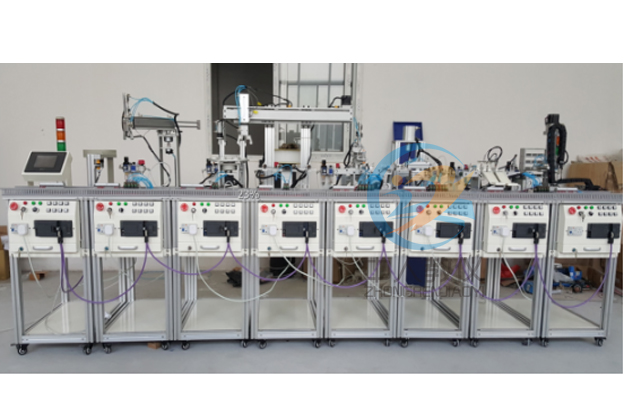
网络型MPS模块化自动生产线是一种最为典型的、自动化类产品,它是为职业院校、技工学校、教育培训机构等而研制的,它适合机械制造及其自动化、、电气工程及自动化、自动化工程、控制工程、测控技术、计算机控制、自动控制、机械电子工程、机械设计与理论、等相关专业的教学和培训。它在接近工业生产制造现场基础上又针对教学进行了专门设计,强化了各种控制技术和工程实践能力。实训系统由8个单元组成。分别为:上料检测单元、搬运单元、加工与检测单元、搬运分拣单元、变频传送单元、安装单元、安装搬运单元和分类单元,控制系统可以选用西门子,三菱或欧姆龙的进行控制,具有较好的柔性,即每站各有一套控制系统独立控制,在基本单元模块培训完成以后,又可以将相邻的两站、三站…直至八站连在一起,学习复杂系统的控制、编程、装配和调试技术。
实训系统包含了机电一体化专业中的气动、电机驱动与控制、PLC、等多种控制技术,适合相关专业学生进行工程实践、课程设计及初上岗位的工程技术人员进行培训,是培养机电一体化人才的理想星空网页版,星空(中国)。
热门实训室:仿真电梯模型
如对本产品/文章:网络型MPS柔性制造生产线,模块化柔性生产线实训装置有任何疑问请随时星空网页版,星空(中国),我们将尽力为您提供最全的实训室建设方案和最优质的服务
本文分享链接:/cpzh/4463.html
常见问题:
问题①:你们公司都有什么资质?
答:我们中人公司是国家注册的生产商,具有专利证书、软件著作权等生产型企业应当具备的资质,并且我们生产的【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】都是100%测试才允许出厂的。
问题②:如果我们单位购买【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】是否包含安装调试培训服务?
答:我们所有星空网页版,星空(中国)如果没有注明“不含安装/调试/培训”等字样(举例:【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】不含安装调试培训,含运费。),都是可以包安装调试培训的。
问题③:你们能提供【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】的整体实训室的建设方案吗?
答:如果您对我们的【网络型MPS柔性制造生产线,模块化柔性生产线实训装置】有意向,可以来电咨询或者咨询企业QQ:2198972893。让我们客服为您量身定做一个方案或者提供我们现有的方案。同时需要您留下贵单位的全称,方便我们做报告。
相关热词:
这些是最新的
热门排行
